




李献会
轴承套圈加工仍以磨削精加工模式为主,磨削加工劳动量占总劳动量的60%以上。精密轴承(通常指公差等级为P4以上)的磨削加工所占比例更大,磨削加工工序也关键。套圈沟道为工作部位,其精度直接影响轴承的旋转精度、振动噪声、疲劳寿命等,因此沟道加工尤为重要。轴承内圈沟道磨削加工有多种方法,各种加工方法有不同的适用范围和加工特点,如何根据轴承特点正确选取加工方法以高精度、高效率、低成本地完成加工是一道难题。下面介绍精密角接触球轴承内圈沟道的4种磨削方法(支内圈外径面磨沟、支内沟道磨沟、支内径面磨沟和逃逸法磨沟),对比各自的特点。
1、角接触球轴承内圈磨削工艺路线
为保证轴承加工精度,轴承零件加工采用多循环的方法,精密角接触轴承的加工循环次数甚至达到3遍以上。一般来说,公差等级P4以上角接触球轴承内圈磨削加工至少需要粗磨、细磨2次循环才能满足精度要求,其中沟道加工需要超精或抛光。轴承内圈磨加工基本路线为:端面→内圈外径面(简称内外径)→内沟道→内径面(简称内径)。端面、内外径或内沟道为加工基准面,精度要求较高,是保证后工序加工精度的基础。
磨削加工工艺路线的制定需综合考虑设备能力、产品特点、质量稳定性、加工基准的确定等,不同的磨削方式采用不同的工艺路线。图1所示为以内外径或内径为基准时的内圈磨削工艺路线,图中带有括号的工序为“非必需工序”,如支内径磨沟无需细磨内外径和精研内外径,而支内外径磨沟需要这2道工序。套圈磨削在多循环之间要进行热处理(常为低温回火),去除附加应力,促使组织稳定,防止套圈尺寸和精度发生变化。
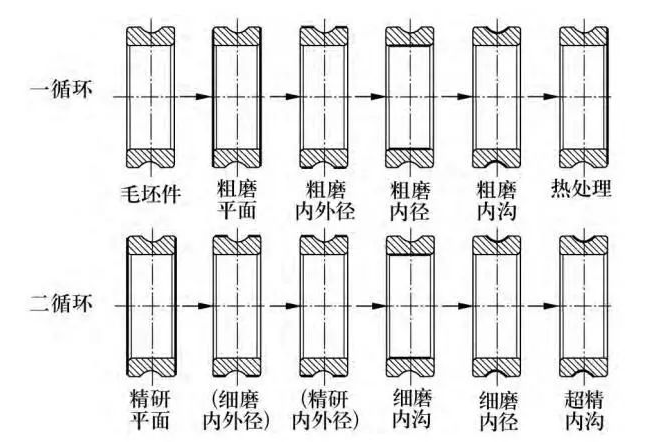
图1 精密角接触球轴承磨削加工两循环工艺路线
2、角接触球轴承内沟常用磨削方法
2.1 支内外径磨沟
支内外径磨沟是一种常用的轴承内沟磨加工方法,其原理如图2所示。一般采用电磁无心夹具。支承点采用硬质合金,选用2个,并成一定角度,分别处于夹具的第3和第4象限。调整支承时要保证工件中心与夹具中心存在一定偏心量e,并使工件中心处于夹具第4象限。磨加工过程中,夹具转动带动工件做匀速转动,工件受支承的限位作用,并且工件与夹具存在一定偏心,套圈可以平稳旋转。砂轮在磨加工前需要进行修形,利用金刚笔将砂轮外缘修整成需要的形状。砂轮对工件进行外切磨削,外切磨削的特点是砂轮的外径大,线速度高,磨削效率高。磨削方向与工件旋转方向相同。
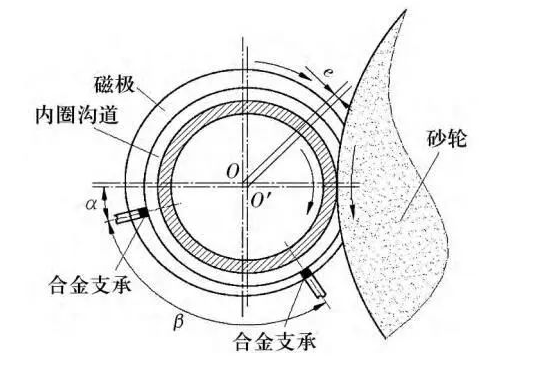
图2 支内外径磨沟原理图
加工特点:1)采用外切磨削,磨削效率高;2)以内外径为磨削基准,对内外径精度要求高;3)沟道加工精度一般。
2.2 支内沟磨沟
支内沟磨沟原理如图3所示,这种加工方式表面看与支内外径磨沟相似,但加工原理大为不同。支内沟磨沟以内沟道为支承对象,内沟道既为基准面也为磨削面,加工过程中无需考虑内外径精度,且沟道磨削精度可大大提升。此外,后序加工内径面时,仍采用支承内沟的方式,可以有效保证内径面精度。磨削方式仍采用外切磨削,加工效率高。支承所处位置和工件偏心与支内外径磨沟相同。
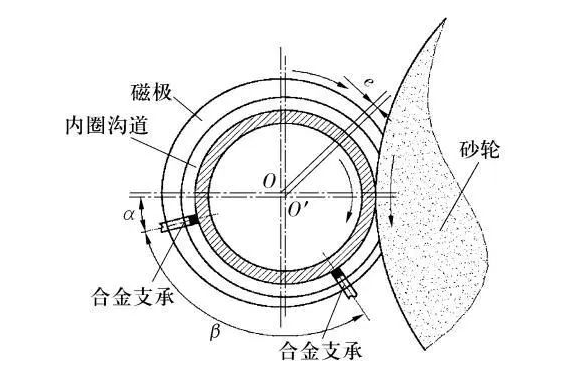
图3 支内沟磨沟原理图
加工特点:1)加工精度较高,尤其表现在内圈沟道与内孔的厚度变动量Ki(壁厚差)上;2)外切式磨削,磨削效率高;3)采用支内沟磨沟工艺时,省去了内圈挡边外径磨削工序,节省了工时。
2.3 支内径磨沟
支内径磨沟原理如图4所示,其采用前、后2个支承分别支承工件内径面上,工件中心处于夹具第4象限,前、后支承使工件中心与砂轮中心基本处于同一水平面上,工件直接承受砂轮进给的切削力。这种加工方式以内径面为基准,沟道精度由内径精度保证,而内径的加工以内外径为基准,因此对内外径加工要求极高。磨削中需严格控制进给量,进给量过大,超过工件的变形抗力时,易导致工件产生变形,造成工件尺寸、圆度等精度很难控制。
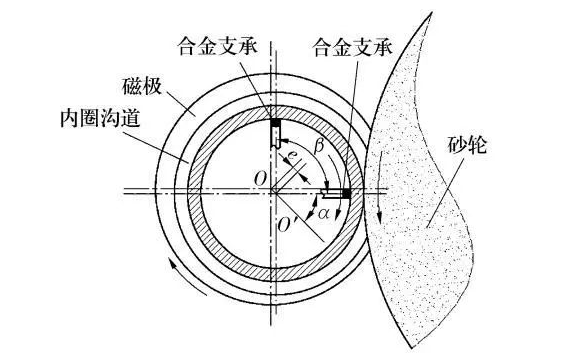
图4 支内径磨沟原理图
加工特点:1)对前工序内外径、内径精度要求极高;2)对操作者技能要求高;3)生产效率不高。
2.4 逃逸法磨沟
逃逸法磨削内沟是一种非限位式磨削方法,原理如图5所示。前支承为内支承,偏心处于第1象限,后支承为外支承,偏心处于第4 象限,两支承夹角β= 30°~45°。砂轮进给磨削工件时,若切削力超过电磁无心夹具的夹持力,工件将脱离第4 象限的外支承。随着磨削力的减小,工件又回落至外支承进行正常磨削。如此重复,直至磨削到所要求的尺寸。

图5 逃逸法磨沟原理图
加工特点:1)对前工序内外径、内径精度要求高;2)适用于薄壁系列轴承磨削;3)工件加工变形量小;4)生产效率不高。
3、结论
通过具体的加工试验进行精度和效率的对比分析,得出结论:
1)精密轴承套圈磨加工采用多循环加工方式,可以降低磨削加工应力,减小变形量,提升加工精度。
2)常规精密球轴承内沟磨削宜采用支内沟磨沟方法,可以保证内沟磨削精度,内外径只进行一次磨削加工就能满足设计精度,避免了多循环加工,减少了加工工序,工作效率提高。
3)对于薄壁系列和特殊精度要求的精密球轴承内沟加工,可选用逃逸法磨内沟,虽然加工效率略低,但加工精度高,废品率低。
内容节选自《轴承》
(来源:轴承杂志社)
(版权归原作者和机构所有)

 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务