




来源:张军技能大师工作室
一、概念:高速切削是一个相对概念,是相对常规切削而言,用较高的切削速度对工件进行切削。一般认为应是常规切削速度的5~10倍。高速切削的速度范围与加工方法和工件材料密切相关。
二、高速切削的应用领域:
1、航空航天工业轻合金的加工:飞机上的零件通常采用“整体制造法”,其金属切除量相当大(一般在70%以上),采用高速切削可以大大缩短切削时间。
2、模具制造业:型腔加工同样有很大的金属切除量,过去一直为电加工所垄断,其加工效率低。
3、汽车工业:对技术变化较快的汽车零件,采用高速加工。(过去多用组合机加 工,柔性差)
4、难加工材料的加工(如:Ni基高温合金和Ti合金)。
5、纤维增强复合材料加工。
6、精密零件加工、薄壁易变形零件的加工。
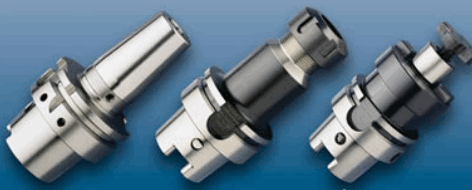
三、高速加工刀柄(hsk)展示
四、高速切削加工关键技术
高速加工虽具有众多的优点,但由于技术复杂,且对于相关技术要求较高,使其应用受到限制。与高速加工密切相关的关键技术主要有:高速加工刀具与磨具制造技术;高速主轴单元制造技术;高速进给单元制造技术;高速加工在线检测与控制技术;其他:如高速加工毛坯制造技术,干切技术,高速加工的排屑技术、安全防护技术等。此外,高速切削与磨削机理的研究,对于高速切削的发展也具有重要意义。
1.高速主轴系统
高速主轴系统是高速切削技术Z重要的关键技术之一。目前主轴转速在15000-30000rpm的加工中心越来越普及,已经有转速高达100000-150000rpm的加工中心。高速主轴由于转速极高,主轴零件在离心力作用下产生振动和变形,高速运转摩擦热和大功率内装电机产生的热会引起热变形和高温,所以必须严格控制,为此对高速主轴提出如下性能要求:(1) 要求结构紧凑、重量轻、惯性小、可避免振动和噪音和良好的起、停性能;(2) 足够的刚性和高的回转精度;(3) 良好的热稳定性;(4) 大功率;(5)先进的润滑和冷却系统;(6) 可靠的主轴监测系统。
高速主轴为满足上述性能要求,结构上几乎全部是交流伺服电机直接驱动的“内装电机”集成化结构,减少传动部件,具有更高的可靠性。高速主轴要求在极短时间内实现升降速。为此,将主轴电机和主轴合二为一,制成电主轴,实现无中间环节的直接传动,是高速主轴单元的理想结构。
轴承是决定主轴寿命和负荷容量的关键部件。为了适应高速切削加工,高速切削机床的主轴设计采用了先进的主轴轴承、润滑和散热等新技术。目前高速主轴主要采用:陶瓷轴承、磁悬浮轴承、空气轴承和液体动、静压轴承等。主轴轴承润滑对主轴转速的提高起着重要作用,高速主轴一般采用油、空气润滑或喷油润滑。
2.快速进给系统
高速切削时,为了保持刀具每齿进给量基本不变,随着主轴转速的提高,进给速度也必须大幅度地提高。目前切削进给速度一般为30-60m/min,Z高达120m/min,要实现并准确控制这样高的进给速度,对机床导轨、滚珠丝杠、伺服系统、工作台结构等提出了新的要求。
高速加工机床必须实现快速的进给加减速才有意义。为了适应进给运动高速化的要求,主要采用了如下措施:1)采用新型直线滚动导轨,直线滚动导轨中球轴承与钢导轨之间接触面积很小,其摩擦系数仅为槽式导轨的1/20左右。而且,使用直线滚动导轨后,“爬行”现象可大大降低;2)高速进给机构采用的是小螺距大尺寸高质量滚珠丝杠,或粗螺距多头滚珠丝杠,其目的是在不降低精度的前提下获得较高的进给速度和进给加减速度。3)高速进给伺服系统已发展为数字化、智能化和软件化,使伺服系统与CNC系统在A/D一D/A转换中不会有丢失或延迟现象。高速切削机床正开始采用全数字交流伺服电机和控制技术,保证了快进给速度的加工要求。4)为了尽量减轻工作台重量但又不损失工作台的刚度,高速进给机构通常采用碳纤维增强复合材料。5)为提高进给速度,更先进、更高速的直线电机已经发展起来。直线电机消除了机械传动系统的间隙、弹性变形等问题,减少了传动摩擦力,几乎没有反向间隙。直线电机具有高加、减速特性,加速度可达2g ,进给速度为传统的4-5倍,采用直线电机驱动,具有单位面积推力大、可产生高速运动以及机械结构不需维护等明显优点。
3.高速切削对刀具材料的要求
高可靠性:高速切削时速度和自动化程度高,要求刀具应具有很高的可靠性。并要求刀具的寿命高,质量一致性好,切削刃的重复精度高。如果刀具可靠性差,将会增加换刀时间,降低生产率。刀具?靠性差还将产生废品,损坏机床与设备,甚至造成人员伤亡。解决刀具可靠性问题,成为高速切削加工成功应用的关键技术之一。
在选择高速切削刀具时,除?要考虑刀具材料的可靠性外,还应考虑刀具的结构和夹固的可靠性。
高的耐热性、抗热冲击性能和良好的高温力学性能。切削速度的增大,往往会导致切削温度的急剧升高。因此,要求刀具材料具有很高的高温力学性能,如:高温强度、高温硬度、高温韧性等。同时,还要求刀具材料的熔点高、氧化温度高、耐热性好、抗热冲击性能强。
刀具应具有很好的断屑、卷屑和排屑性能。切削塑性材料时切屑的折断与卷曲,常常是决定数控加工能否正常进行的重要因素。因此,刀具必须具有很好的断屑、卷屑和排屑性能。要求切屑不能缠绕在刀具或工件上、切屑不影响工件的已加工表面、不妨碍冷却浇注效果。一般都采取了一定的断屑措施(如:可靠的断屑槽型、断屑台和断屑器等),以便可靠的断屑或卷屑。
刀具材料应能适应难加工材料和新型材料加工的需要:随着科学技术的发展,对工程材料提出了愈来愈高的要求,各种高强度、高硬度、耐腐蚀和耐高温的工程材料愈来愈多的被采用。它们中多数属于难加工材料,目前难加工材料已占工件的40%以上。因此,高速切削加工刀具应能适应难加工材料和新型材料加工的需要。同时,由于可持续发展的要求,还要求高速切削时不污染环境。
刀具材料对高速切削加工技术的发展具有决定性意义。目前已发展的刀具材料主要有:金刚石、立方氮化硼、陶瓷刀具、TiCN基硬质合金刀具(金属陶瓷)、涂层刀具和超细硬质合金刀具等。
金刚石刀具主要用于高速加工铝、铜及其合金等有色金属和非金属材料以及钛和钛合金。立方氮化硼和陶瓷刀具主要适于高速加工铸铁及其合金和淬硬钢以及镍基合金等高温合金。
陶瓷刀具、TiCN基硬质合金刀具和涂层刀具等适于高速加工钢及其合金。超细晶粒硬质合金适于小尺寸整体刀具,高速加工孔、攻丝和齿轮,也可以较高速度加工钛及其合金和高温合金等超级合金。
4.高速切削刀具结构
高速切削刀具结构主要有整体和锒齿两类。锒齿刀具主要采用机夹结构。高速回转刀具由于高速引起离心力作用,会造成刀体和刀片夹紧结构破坏以及刀片破裂或甩掉,所以刀体和夹紧结构必须有高的强度与断裂韧性和刚性,保证安全可靠。
刀体重量尽量轻以减少离心力,如铝合金刀体的金刚石面铣刀。高速回转刀具必须进行动平衡,以满足平衡品质的要求。
5.高速切削刀柄系统
刀柄是高速切削加工的一个关键部件,它传递机床的动力和精度。
刀柄一端是机床主轴,另一端是刀具。高速切削加工时既要保证加工精度,又要保证高的生产率,还要保证安全可靠。所以,高速切削刀具系统必须满足下列要求:
1) 很高的几何精度和装夹重复精度;2) 很高的装夹刚度;3) 高速运转时安全可靠。
加工中心主轴与刀具的连接大多采用7:24锥度的单面夹紧刀柄系统,ISO、CAT、DIN、BT等都属此类,这种刀柄存在以下不足:
①刚性不足:不能实现与主轴端面和内锥面同时定位。当拉力增大4-8倍时,联结的刚度可提高20%-50%,但是,过大的拉力在频繁换刀过程中会加速主轴内孔的磨损。高速主轴的前端锥孔由于离心力的作用会膨胀,膨胀量的大小随着旋转半径与转速的增大而增大。因此,要保证这种联结在高速下仍有可靠的接触,需有一个很大的过盈量来抵消高速旋转时主轴轴端的膨胀。
②ATC(自动换刀)的重复精度不稳定:每次自动换刀后刀具的径向尺寸可能发生变化。
③轴向尺寸不稳定:主轴高速转动时因受离心力的作用内孔会增大,使刀具轴向尺寸发生变化,在拉杆拉力的作用下,刀具的轴向位置会发生改变。
④刀柄锥度较大,锥柄较长,不利于快速换刀及机床小型化。
⑤主轴的膨胀还会引起刀具及夹紧机构质心的偏离,从而影响主轴的动平衡。标准的7:24锥柄较长,很难实现全长无间隙配合,一般只要求配合面前段70%以上接触,因此配合面后段会有一定的间隙,该间隙会引起刀具径向跳动,影响结构的动平衡。
针对这些问题,为提高刀具与机床主轴的连接刚性和装夹精度,适应高速切削加工技术发展的需要,相继开发了刀柄与主轴内孔锥面和端面同时贴紧的两面定位的刀柄。
两面定位刀柄主要有两大类:一类是对现有7:24锥度刀柄进行的改进性设计,如BIG-PLUS、WSU、ABSC等系统;另一类是采用新思路设计的1:10中空短锥刀柄系统,有德国开发的HSK、美国开发的KM及日本开发的NC5等几种形式。HSK刀柄采用1:10的锥度,它以其端面及1:10锥度的空心锥套作双重定位,与7:24锥柄相比有如下优点:
1) 重量减少约50%;2) 重复使用时装夹和定位精度高;3) 刚度高,并可传递大的力矩;4) 装夹力随转速升高而增大。
6.高速切削加工的安全防护与实时监控系统
高速切削加工的速度相当高,当主轴转速达40000rpm时,若有刀片崩裂,掉下来的刀具碎片就像出膛的子弹。因此,对高速切削加工引起的安全问题必须充分重视。
从总体上讲,高速切削加工?安全保障包括以下诸方面:
1)机床操作者及机床周围现场人员的安全保障;2)避免机床、刀具、工件及有关设施的损伤;3)识别和避免可能引起重大事故的工?。4)在机床结构方面,机床设有安全保护墙和门窗;5)刀片,特别是抗弯强度低的材料制成的机夹刀片,除结构上防止由离心力作用下产生飞离倾向的保证外,还要作极限转速的测定;6)刀具夹紧、工件夹紧必须安全可靠,故工况监测系统的可靠性就变得非常重要。
机床及切削过程的监测包括:切削力监测以控制刀具磨损,机床功率监测亦可间接获得刀具磨损信息;主轴转速监测以判别切削参数与进给系统间关系;刀具破损监测;主轴轴承状况监测;电器控制系统过程稳定性监测等。
(版权归原作者所有)

 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务